

Teknisk løsning for å løse ubalansert ekstruderingshastighet for fire-hulroms plastprofilekstruderingslinje
Teknisk løsning for å løse ubalansert ekstruderingshastighet for fire-hulroms plastprofilekstruderingslinje
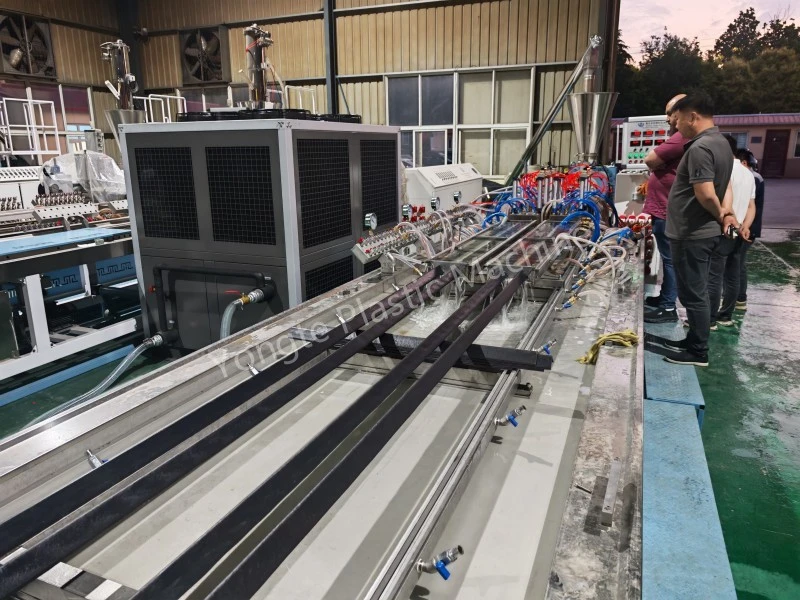
I produksjonsprosessen for plastprofilekstrudering med fire hulrom er ubalansert ekstruderingshastighet blant de fire hulrommene et vanlig teknisk problem. Dette problemet vil direkte forårsake inkonsekvent produktdimensjonal nøyaktighet, ujevn veggtykkelse, defekte profiler og redusert produksjonsutbytte, noe som alvorlig begrenser stabiliteten og effektiviteten til masseproduksjon. Basert på de faktiske produksjonsmaterialene og produktspesifikasjonene til kundene, har Yongte ingeniørteam utviklet et målrettet profesjonelt optimalisert form- og støttesystemdesignskjema for grundig å løse problemet med inkonsekvent driftshastighet for fire-hulromsprofiler, og realisere høypresisjon, stabil og synkron produksjon av fire-hulroms ekstruderingslinjer.
1. Bakgrunn for tekniske problemer
Tradisjonelle integrerte ekstruderingsdyser med fire hulrom har en integrert oppvarmings- og strømningskontrollstruktur. Påvirket av faktorer som ujevn smeltestrømfordeling, temperaturavvik i lokale områder og prosesseringsmonteringsfeil, er ekstruderingshastigheten til de fire hulrommene utsatt for inkonsekvens under kontinuerlig produksjon. Hastighetsavviket mellom hulrom vil føre til forskjeller i profildannelseshastighet og kjølekrymping, noe som resulterer i batchkvalitetsdefekter som vridning, deformasjon, størrelse utenfor toleranse og ujevn overflateplanhet på ferdige produkter, som ikke kan oppfylle høystandard produksjonskrav til plastprofiler.
2. Profesjonelt optimalisert designskjema
Kombinert med kundens råvareegenskaper, produktstrukturparametere og produksjonsforhold på stedet, har Yongte-ingeniører utført målrettet tilpasset design for formstrukturen, flytkontroll, skjæring og hjelpetransportsystem, med detaljerte tekniske løsninger som følger:
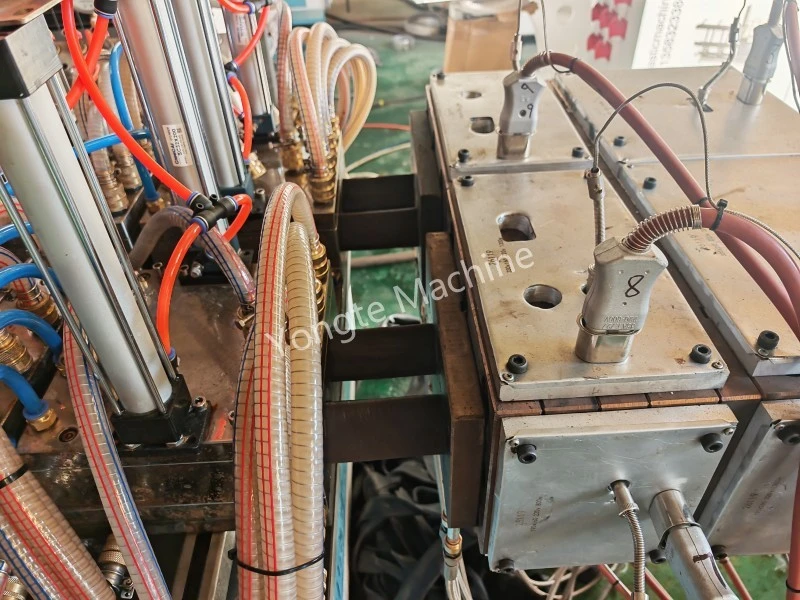
2.1 Dobbel kroppsstruktur med uavhengig temperaturkontroll
Den originale integrerte dysekroppen med fire hulrom er optimalisert til endobbel uavhengig formkroppsstruktur, med hvert dyselegeme utstyrt med to ekstruderingshulrom. De to settene med dyselegemer er helt uavhengige i strukturell design og temperaturkontrollsystem. Hver dysekropp er konfigurert med en uavhengig varmemodul og temperaturkontrollenhet, som kan realisere separat presisjonstemperaturjustering og konstant temperaturkontroll. Denne utformingen løser effektivt problemet med inkonsekvent smeltefluiditet forårsaket av integrert dysetemperaturavvik, stabiliserer den plastiske smeltetilstanden til hvert hulrom fra kilden og eliminerer den grunnleggende årsaken til hastighetsforskjeller mellom forskjellige dyselegemer.

2.2 Uavhengig strømningsjusteringsmekanisme for enkelt dyselegeme
Hver uavhengig dysekropp er utstyrt med en spesiell strømningsjusteringsmutterenhet. For hastighetsavviket til de to hulrommene inne i samme enkelt dyselegeme forårsaket av små strømningsforskjeller og monteringsfeil, kan online finjustering realiseres gjennom strømningsjusteringsmutteren. Ved nøyaktig å justere smeltetilførselsstrømmen til et enkelt hulrom, kan ekstruderingshastigheten til de to hulrommene i samme dyselegeme holdes helt synkron, og realisere mikronivåkalibrering av hulromshastigheten og sikre ensartethet av ekstruderingsutgang og formingshastighet for hvert hulrom i samme gruppe.
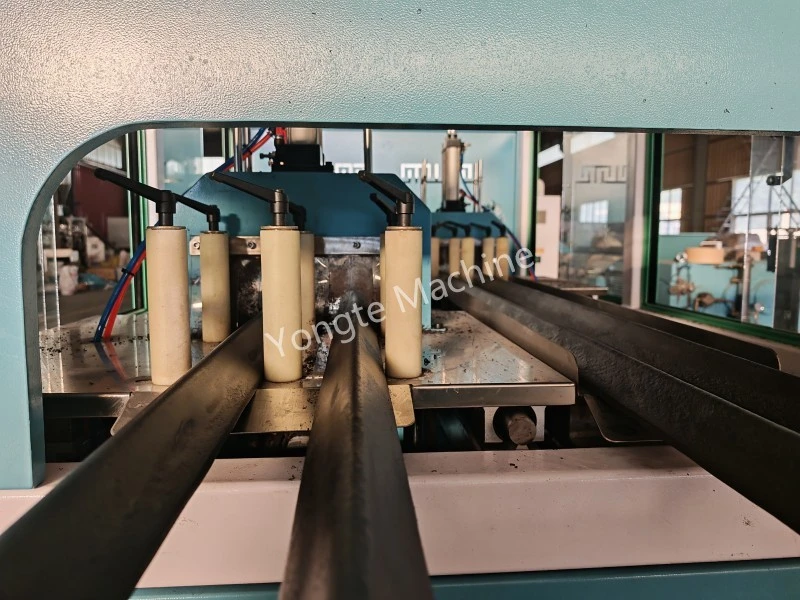
2.3 Dobbelt uavhengig system for trekkhastighetskontroll
Et doble sett med uavhengige trekksystemer er konfigurert for å matche den doble dysekroppen og dobbelgruppe hulromslayouten. Forskjellig fra den tradisjonelle enkelttrekkmodusen som kjører fire hulrom samtidig, fungerer de to settene med trekkutstyr uavhengig med separate hastighetskontrollprogrammer. Systemet kan uavhengig justere trekkhastigheten til de to gruppene av to-hulromsprofiler i henhold til den faktiske ekstruderingshastigheten til de to dyselegemene, realisere dynamisk tilpasning av ekstruderingshastigheten og trekkhastigheten, unngå profilstrekking, krymping og dimensjonsavvik forårsaket av asynkron trekkraft, og videre sikre de fire hastighetskonsistensen til de fire hastighetene.

2.4 Uavhengig kuttesystem med fast lengde
Tilsvarende to-gruppe ekstruderings- og trekkraftstrukturen, er to sett med uavhengige skjæresystemer utstyrt for separat kutteoperasjon med fast lengde. Hvert skjæresystem sporer og matcher løpehastigheten og mateslaget til den tilsvarende profilgruppen. Den uavhengige skjærekontrollmodusen eliminerer skjærefeilen og lengdeinkonsistensen forårsaket av enhetlig skjæring av profiler med små hastighetsforskjeller, sikrer skjærenøyaktigheten med fast lengde for hver hulromsprofil og forbedrer produktkvalifiseringsgraden.
2.5 Matchende automatisk transport- og stablesystem
To sett med uavhengige transport- og stablereoler er konfigurert, som er nøyaktig tilpasset de doble kuttesystemene. Etter fullføringen av kutting med fast lengde av skjæreutstyret, fullfører transport- og stableutstyret automatisk materialmottaks-, transport- og stablingsarbeidet til den tilsvarende profilgruppen. Den synkrone og uavhengige driften av transportsystemet unngår materialakkumulering, ekstrudering og transportforvirring forårsaket av asynkron hastighet til forskjellige hulromsprofiler, sikrer jevn og kontinuerlig drift av hele produksjonslinjen og realiserer automatisert og ryddig produksjon.

3. Tekniske fordeler og produksjonseffekter
Gjennom ovennevnte systematiske tilpassede design er problemet med inkonsekvent fire-hulroms ekstruderingshastighet i plastprofilproduksjon fullstendig løst. Den uavhengige temperaturkontrollen med to matriser + finjustering av enkeltgruppestrøm + dobbelt uavhengig trekk- og kuttesystem danner et full-link hastighetskalibrering og synkront kontrollsystem. Ordningen har følgende betydelige fordeler: for det første realiserer den kildekontroll av smeltestrøm og temperatur, og eliminerer den innledende hastighetsforskjellen til ekstrudering; for det andre realiserer den dynamisk finjustering av hastighet i produksjonsprosessen for å sikre langsiktig synkron drift av fire hulrom; For det tredje forbedrer det matchende automatiserte hjelpesystemet produksjonsstabiliteten og konsistensen til ferdige produkter.
Etter produksjonsverifisering på stedet, reduserer dette optimaliserte designet effektivt dimensjonstoleransen og formingsdefektraten til profiler med fire hulrom, forbedrer den generelle produksjonsstabiliteten og produksjonseffektiviteten til ekstruderingslinjen, og er egnet for langsiktig og høyvolum standardisert produksjon av ulike plastprofiler.

Relaterte nyheter
- Levering av 4 hulroms plastprofiler til Jordan etter vellykket igangsetting
- Profesjonelle løsninger for gulning, striper og sprø sprekkdannelse av tre-plastkompositt døroverflater
- 4 hulrom resirkulert plastprofil ekstruderingsmaskin nå 8 meter/minutt høy hastighet
- Løsning for produksjonsproblemer med WPC-ekstruder
- Hvilket materiale kan brukes i Yongte WPC-maskin?
- Produksjonslinje for resirkulering av avfallstekstiler er vellykket testet
Legg igjen en melding











