

Hvordan forbedre produksjonshastigheten til WPC Decking Extrusion Line?
Optimalisering av produksjonshastighet for WPC-terrasseekstruderingslinjer: En omfattende veiledning
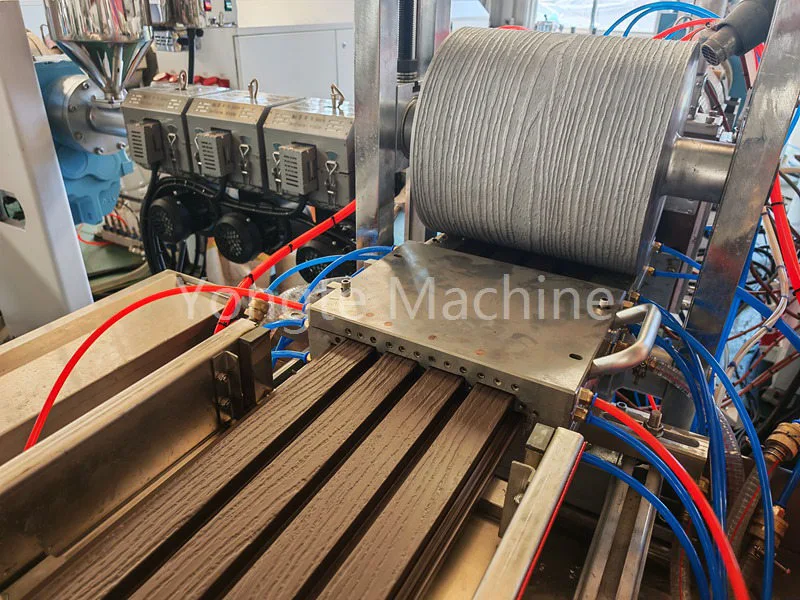
Yongte er profesjonell produsent for høy hastighetWPC dekk ekstruderingslinje med høy kapasitet til å lage høykvalitets WPC terrassebordprodukter. For å maksimere produksjonshastigheten iWPC dekk ekstruderingslinjes, fokuserer kjernestrategien på fem sammenkoblede mål: stabilisering av plastiseringseffektivitet, minimalisering av materialmotstand, muliggjør rask avkjøling, sikring av full-line synkronisering og redusering av nedetid – alt samtidig som strenge produktkvalitetsstandarder opprettholdes.

I. Formulering og forbehandling av råmateriale (grunnlag for jevn ekstrudering)
1. Optimaliser formuleringen for å forbedre flytbarheten og termisk stabilitet
· Kompatibilitetsmiddel/linker: Tilsett tilstrekkelig med maleinsyreanhydrid-podet PE/PP (f.eks. MAH-g-PE) for å forbedre trepulver-plast-vedheften, og reduserer derved agglomerering og smeltebrudd.
· Smøremiddelsystem:
o Interne smøremidler (f.eks. stearinsyre, PE-voks) reduserer smelteviskositeten, og reduserer dermed skruens skjærvarme og hovedenhetsbelastning.
o Eksterne smøremidler (f.eks. parafin, oksidert polyetylenvoks): Reduser friksjonen mellom materiale og sylinder/form og lavere ekstruderingstrykk.
o Den totale tilsetningsmengden bør kontrolleres innen 1 %–3 % for å forhindre overdreven utvendig glidning som kan forårsake lagdeling og overflatedefekter.
· Fylling og trepulver: Fuktighetsinnholdet i trepulver bør kontrolleres til ≤3 %, med jevn partikkelstørrelse (80–120 mesh); aktivert kalsiumkarbonat bør velges for å redusere oljeabsorpsjon og viskositetsøkning.
2. Blanding og forhåndsplastisering (flaskehals foran)
· Høyhastighets varmblanding kombinert med kaldblanding sikrer jevn blanding uten døde soner, og forhindrer lokalisert "dødt materiale" eller agglomerering.
· Når det er mulig, kan forhåndsmalingsprosessen inkorporeres for å smelte sammen pulveriserte materialer til granuler, noe som sikrer mer stabil mating, raskere plastisering og en 20–30 % økning i linjehastighet.

II. Ekstrudervert og skrue (kjernekraftenhet)
1. Optimalisering av skrue og fat
· Høyt sideforhold (L/D=40–48) og parallelle tvillingskruer med høyt dreiemoment er valgt for å forbedre skjær- og blandingsytelsen, noe som gjør dem egnet for WPC-formuleringer med høy fylling.
· Skruekombinasjon: øk volumet av transportseksjonen, optimer utformingen av blandeblokk / skjærblokk, reduser skjærvarmen og forbedre transporteffektiviteten under forutsetningen om plastisering.
· Oppvarming av formtønner: bruker sonert presisjonstemperaturkontroll (PID) med temperatursvingninger ≤±1℃ for å forhindre lokal overoppheting eller utilstrekkelig plastisering.
2. Hastighet og lasttilpasning (nøkkel til akselerasjon)
· Motorhastighet: Øk hastigheten gradvis mens du opprettholder 70–90 % av nominell dreiemoment og stabil strøm (PE/PP-systemer kan nå 150–250 o/min).
· Fôringssynkronisering: Det brukes en vekttapsmater, som er koblet i lukket sløyfe med hovedmaskinens rotasjonshastighet for å sikre en fyllingsgrad for skruespalter på 70–90 %, og forhindrer "tomgangrotasjon" eller overbelastning.
· Vakuumsystem: Opprettholder stabilt høyvakuum (-0,08 til -0,09 MPa), fjerner raskt vanndamp og flyktige komponenter, reduserer bobler, forbedrer overflatekvaliteten og forbedrer prosesseringshastigheten.

III. Form og innstilling (bestem maksimal lineær hastighet)
1. Formdesign og flytkanaloptimalisering
· Dysehodet for hengertypen og fiskehaletypen optimalisert ved CFD-simulering har jevn strømningskanal og jevn trykkfordeling, noe som kan unngå at materialet fester seg og lokal overoppheting.
· Spalten i formen er rimelig, og kompresjonsforholdet er moderat (3-5:1), noe som reduserer ekstruderingstrykket og smeltemotstanden.
· Muggoppvarming: med sonebestemt temperaturkontroll og tilstrekkelig oppvarmingskraft, er temperaturen på smelten i formhulen sikret å være jevn og fluiditeten er konsistent.
2. Kalibreringssystem (kjerneflaskehals for hastighetsforbedring)
· Det langstrakte herdebordet (vanligvis 8–12 m) øker kjøleområdet og kontakttiden.
· kjølevæskepassasje :
o Det sirkulerende vannet med høy strømning og lav temperatur (15–25 °C) brukes for raskt å spre varme og forkorte herdetiden.
o Flerpunktssprøyting i formen og vakuumadsorpsjon sikrer at profilen fester seg raskt til formen, opprettholder dimensjonsstabilitet og forhindrer deformasjon.
· Vakuumstabilitet: Sikrer at profilen er fullstendig adsorbert i formingsformen med jevn avkjøling, noe som øker trekkraften betydelig.
IV. Trekk, kjøling og bakseksjon (synkront over hele linjen)
1. Trekksystem
· Multivals, høyfriksjonstrekkmaskinen er synkronisert med hovedmaskinhastigheten i lukket sløyfe (PID), med lineær hastighetsfluktuasjon ≤±0,1m/min.
· Traksjonshastighet som samsvarer med ekstruderingshastighet: Under forutsetningen om å tillate formkjøling, øk trekkraften gradvis for å oppnå "høyhastighets ekstrudering + høyhastighets trekkraft".
2. Kjølesystem (sekundær kjøling)
· Forleng spraykjølevannstanken (5–10 m) for å sikre at profilene raskt avkjøles til romtemperatur etter at de har forlatt formingsbordet, og forhindrer påfølgende deformasjon eller dårlig kutting.
· Kjøleviftehjelpemiddel: Overflatetvungen luftkjøling for å forbedre kjøleeffektiviteten.
3. Kutting og palletering (reduserer nedetid)
· Produksjonen er kontinuerlig uten å stoppe.
· Optimaliser skjæreparametere for å redusere grader og avfall, og reduser hyppigheten av verktøyskift og rengjøring.
· Automatisk palletering / stabling: reduserer manuell intervensjon og forbedrer produksjonseffektiviteten.

V. Prosesskontroll og intelligens (stabilisert akselerasjon)
· Optimalisering av temperaturkurve:
o Tønnen: lav temperatur i matedelen (anti-brodannelse) → gradvis oppvarming i mykningsseksjonen → konstant temperatur i homogeniseringsdelen → litt høyere i formhodet (for å opprettholde flyten).
o Unngå "lav front, høy bakside"-mønsteret for å forhindre utilstrekkelig plastisering og trykktopper.
· Trykkovervåking:
Oppretthold dysehodetrykket innenfor et rimelig område (f.eks. 10–18 MPa). Hvis det oppstår betydelige trykksvingninger, reduser hastigheten eller gjennomgå formuleringen/formen.
· Integrert systemkontroll:
PLS administrerer alle komponenter inkludert vert, fôring, vakuum, trekkraft, kjøling og skjæring med ett-trykks start/stopp og sanntidsparameterjustering.
· Nettbasert inspeksjon:
laserdiametermåling, sanntidstilbakemelding av tykkelse/bredde, automatisk finjustering av trekkraft/temperatur, reduserer skrot og nedetid for justeringer.

Sammendrag
For å oppnå omfattende optimalisering, må forbedringer strekke seg over flere kritiske områder: formel- og råmaterialeforbehandling, ekstruderingshovedmaskin- og skruekonfigurasjon, formdesign og formingssystemer, trekkkjøling og nedstrømsprosesser, samt prosesskontroll og intelligente styringssystemer. For det første, optimering av materialformelen for å forbedre fluiditet og termisk stabilitet – kombinert med presis blanding og pre-plastisering – etablerer det grunnleggende grunnlaget for jevn ekstrudering. For det andre, oppgradering av skrue-tønnemontasjer samtidig som man sikrer optimal hastighet-last-tilpasning, fungerer som en sentral driver for hastighetsøkning. For det tredje, sofistikert formdesign, flytkanaloptimalisering og forbedringer av vakuumformingsbord fungerer som kritiske muliggjører for å maksimere linjehastigheten. I tillegg letter nedstrøms prosessoptimalisering – som omfatter trekksystemer, kjølelinjer og automatisert skjæring/palletering – full-line synkronisering og minimerer produksjonsstans. Til slutt, avansert prosesskontroll og intelligente teknologier sikrer stabil, konsistent produksjon, og realiserer dermed bærekraftige hastighetsforbedringer uten at det går på bekostning av produktkvaliteten.
Relaterte nyheter
- Løsning for produksjonsproblemer med WPC-ekstruder
- Hvilket materiale kan brukes i Yongte WPC-maskin?
- Produksjonslinje for resirkulering av avfallstekstiler er vellykket testet
- Innendørs WPC vs utendørs WPC sammenligning
- Varsel om godkjenning av prøveuttak for gjenvinnings- og gjenbruksutstyr for klær
- Yongte sementpose resirkuleringsløsning: Gjør avfall til høykvalitets gjerdestolper av plast
Legg igjen en melding











